
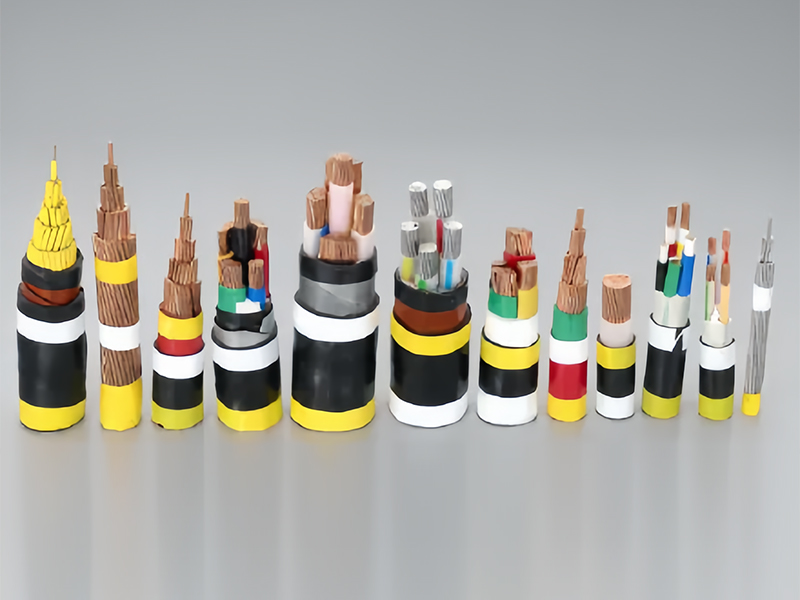
Štruktúra kábla sa zdá byť jednoduchá, v skutočnosti má každá jeho zložka svoj vlastný dôležitý účel, takže pri výrobe kábla musí byť každý materiál z neho starostlivo vybraný, aby sa zabezpečila spoľahlivosť kábla vyrobeného z týchto materiálov počas prevádzky.
1. Materiál vodiča
Historicky sa na výrobu vodičov silových káblov používali meď a hliník. Krátko sa skúšal aj sodík. Meď a hliník majú lepšiu elektrickú vodivosť a množstvo medi je pri prenose rovnakého prúdu relatívne menšie, takže vonkajší priemer medeného vodiča je menší ako priemer hliníkového vodiča. Cena hliníka je výrazne nižšia ako cena medi. Okrem toho, pretože hustota medi je väčšia ako hustota hliníka, aj keď je prúdová zaťažiteľnosť rovnaká, prierez hliníkového vodiča je väčší ako prierez medeného vodiča, ale hliníkový vodič kábla je stále ľahší ako medený vodič kábla.
2. Izolačné materiály
Existuje mnoho izolačných materiálov, ktoré možno použiť pre VN silové káble, vrátane technologicky vyspelých impregnovaných papierových izolačných materiálov, ktoré sa úspešne používajú už viac ako 100 rokov. Dnes je extrudovaná polymérová izolácia široko akceptovaná. Medzi extrudované polymérové izolačné materiály patrí PE (LDPE a HDPE), XLPE, WTR-XLPE a EPR. Tieto materiály sú termoplastické aj termosetické. Termoplastické materiály sa pri zahrievaní deformujú, zatiaľ čo termosetické materiály si zachovávajú svoj tvar pri prevádzkových teplotách.
2.1. Papierová izolácia
Na začiatku prevádzky káble s papierovou izoláciou niesú len malé zaťaženie a sú relatívne dobre udržiavané. Avšak spotrebitelia energie neustále zvyšujú zaťaženie káblov a pôvodné podmienky používania už nie sú vhodné pre potreby súčasného kábla, takže pôvodné dobré skúsenosti nemôžu zaručiť, že aj budúca prevádzka kábla bude dobrá. V posledných rokoch sa káble s papierovou izoláciou používajú zriedkavo.
2.2.PVC
PVC sa stále používa ako izolačný materiál pre nízkonapäťové 1kV káble a slúži aj ako plášťový materiál. Použitie PVC v izolácii káblov však rýchlo nahrádza XLPE a použitie v plášti rýchlo nahrádza lineárny polyetylén s nízkou hustotou (LLDPE), polyetylén so strednou hustotou (MDPE) alebo polyetylén s vysokou hustotou (HDPE) a káble bez PVC majú nižšie náklady na životný cyklus.
2.3. Polyetylén (PE)
Polyetylén s nízkou hustotou (LDPE) bol vyvinutý v 30. rokoch 20. storočia a v súčasnosti sa používa ako základná živica pre materiály zo zosieťovaného polyetylénu (XLPE) a vodeodolného zosieťovaného polyetylénu (WTR-XLPE). V termoplastickom stave je maximálna prevádzková teplota polyetylénu 75 °C, čo je menej ako prevádzková teplota káblov s papierovou izoláciou (80 ~ 90 °C). Tento problém bol vyriešený príchodom zosieťovaného polyetylénu (XLPE), ktorý dokáže dosiahnuť alebo prekročiť prevádzkovú teplotu káblov s papierovou izoláciou.
2.4.Zosieťovaný polyetylén (XLPE)
XLPE je termosetický materiál vyrobený zmiešaním polyetylénu s nízkou hustotou (LDPE) so zosieťovacím činidlom (ako je peroxid).
Maximálna prevádzková teplota vodiča kábla s izoláciou XLPE je 90 °C, skúška preťažením je až 140 °C a teplota skratu môže dosiahnuť 250 °C. XLPE má vynikajúce dielektrické vlastnosti a možno ho použiť v rozsahu napätia od 600 V do 500 kV.
2.5. Vodoodolný strom Zosieťovaný polyetylén (WTR-XLPE)
Fenomén vodného stromu znižuje životnosť XLPE kábla. Existuje mnoho spôsobov, ako znížiť rast vodného stromu, ale jedným z najbežnejšie akceptovaných je použitie špeciálne navrhnutých izolačných materiálov určených na potlačenie rastu vodného stromu, nazývaných vodeodolný zosieťovaný polyetylén WTR-XLPE.
2.6. Etylénpropylénový kaučuk (EPR)
EPR je termosetový materiál vyrobený z etylénu, propylénu (niekedy tretieho monoméru) a kopolyméru týchto troch monomérov sa nazýva etylénpropyléndiénový kaučuk (EPDM). V širokom teplotnom rozsahu zostáva EPR vždy mäkký a má dobrú odolnosť voči koróne. Dielektrické straty materiálu EPR sú však výrazne vyššie ako u XLPE a WTR-XLPE.
3. Proces vulkanizácie izolácie
Proces zosieťovania je špecifický pre použitý polymér. Výroba zosieťovaných polymérov začína matricovým polymérom a potom sa pridávajú stabilizátory a zosieťovacie činidlá za vzniku zmesi. Proces zosieťovania pridáva do molekulárnej štruktúry ďalšie spojovacie body. Po zosieťovaní zostáva molekulárny reťazec polyméru elastický, ale nedá sa úplne prerušiť do tekutej taveniny.
4. Materiály na tienenie vodičov a izolačné tienenie
Polovodivá tieniaca vrstva je extrudovaná na vonkajší povrch vodiča a izolácie, aby sa elektrické pole rovnomerne rozložilo a aby sa elektrické pole udržalo v izolovanom jadre kábla. Tento materiál obsahuje sadze technického stupňa, ktoré umožňujú tieniacej vrstve kábla dosiahnuť stabilnú vodivosť v požadovanom rozsahu.
Čas uverejnenia: 12. apríla 2024